



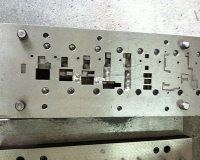
大连模具加工生产一般为单件、小批生产,在制造要求严格、精确。因此多采用精密的加工设备和测量装置。按结构特点,模具一般分为平面的冲裁模和具有空间的型腔模。
平面冲裁模可用电火花加工初成形,再用成形磨削、坐标磨削等方法进一步提高精度。坐标磨床一般用于模具的精密定位,以保证精密孔径和孔距。也可用计算机数控连续轨迹坐标磨床,磨削任何曲线形状的凸模和凹模。
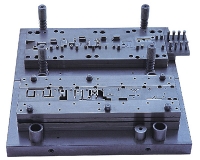
型腔模主要用于立体形状工件的成形,因此在长、宽、高三个方向都有尺寸要求,形状复杂,制造难度较大。象冷挤压模、压铸模、粉末冶金模、塑料模、橡胶模等都属于型腔模,型腔模多用仿形铣床加工、电火花加工和电解加工。将仿形铣加工与数控联合应用,和在电火花加工中增加三向平动头装置,都可提高型腔的加工质量。
计算机数控多轴铣床、坐标磨削和加工中心机床,是型腔模加工的重要设备。型腔的表面研磨和抛光一般采用电动或风动工具,配以各种研磨、抛光轮和研磨膏粉,或采用超声波研磨、挤压珩磨、化学抛光等方法。三坐标测量机和光学投影比较仪是模具制造中常用的精密测量设备。
模具是精密工具,价格昂贵,必须尽量提高使用寿命。模具的正常失效形式主要有磨损、塌陷断裂、粘合等,不同用途的模具失效形式也各不相同。提高模具寿命的途径主要是根据应用条件,合理选用模具钢和确定热处理规范。
选用在使用温度下强度高的材料可防止塌陷;提高模具硬度可以减少磨损率;较高的韧性和抗疲劳性能,以及消除电加工的硬化层及加工残余应力,可以阻碍裂纹的产生和发展,防止裂断。
表面处理、润滑和选用抗粘合性能好的模具材料,是延长模具寿命的重要措施。模具工作表面和基体的要求差异很大,很难用一种材料完全合理地满足,但可以在工作部位用镶块、堆焊、喷镀和局部强化的办法提高其综合性能。此外,合理的操作使用,是消除非正常失效、减缓正常失效的另一途径。




 公司服务热线:
公司服务热线: 公司地址:辽宁省大连市金州区淮河西路1-4号
公司地址:辽宁省大连市金州区淮河西路1-4号