



大连冲压模具的金属产生形状的变化。从模具的功能分有拉伸模.冲裁模.折弯模.铆接模等.拉伸模的工作原理是利用相同形状的凸凹模通过压料板压住料将金属材料按设计需要加工出各种几何立体的产品。模具冲裁力,模具卸料力,冲裁间隙及复杂形状的结构合理性问题。
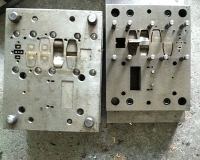
折弯模有很多种,有冲直角的,锐角的,钝角的,模上的组成模具的上模, 它通过模柄与冲床滑块相联结。固定在下模上的零组成了模具的下模,并利用压板固 定在冲床的工作台上。上模与下模通过导、导导向。工作时,条料靠着挡料送进定位, 当上模随滑块下降时,卸料先压住板料,接着凸冲落凹上面的材料获得工件。
这时工 件卡在凸模与顶块之闻,废料也紧紧箍在凸模上。精度比敞开模高,适于开头简单,工件尺寸不大的冲裁件。要求压 力机行程不大于导板厚度。使内孔与外形相互位置精度得到保证。生产率 高,具有一定的冲裁精度,适于大批量生产。特别是具有复杂内腔的零件。
更能显示出它的经济性;同时,它的适应性较广,且具有较好的综合机械性能。按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。铸型按所用材料可分为砂型、金属型、陶瓷型、泥型、石墨型等;按使用次数可分为一次性型、半永久型和永久型。





 公司服务热线:
公司服务热线: 公司地址:辽宁省大连市金州区淮河西路1-4号
公司地址:辽宁省大连市金州区淮河西路1-4号