



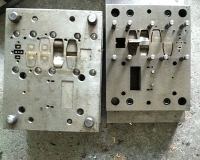
冲压模具的各个零件加工制作完成后,就可以进入总装阶段。由于模具的零件的精度高,误差小,所以按照时除了要准确定位,还要安排好正确的安装顺序才能保证冲压模具的正常工作。首先安装冲压模具的上下模座,上模座安装在冲床或压力机的滑块上,下模座安装在冲床或压力机的工作台面上。上下模座固定完毕后,可以进行模具零件在模座上的安装,保证正确精确的安装位置,避免出现误差导致模具无法正常工作。
大连冲压模具在进行凹凸模安装时,其间需留有均匀的冲裁间隙,保证冲压质量及延长冲压模具使用寿命。上下模具的装配顺序应该根据模具结构确定,对于有导柱和无导柱的模具安装分别确定不同的安装方法。对于复杂的冲压模具安装需要根据上下模零件安装所受的限制大小确定合理的装配顺序。
有时不恰当的安装顺序不仅影响后面的安装工作,还有可能出现不能安装的情况,所以正确的安装顺序至关重要。制造冲压模具的材料有钢材、硬质合金、钢结硬质合金、锌基合金、低熔点合金、铝青铜、高分子材料等等。制造冲压模具的材料绝大部分以钢材为主,常用的模具工作部件材料的种类有:碳素工具钢、低合金工具钢、高碳高铬或中铬工具钢、中碳合金钢、高速钢、基体钢以及硬质合金、钢结硬质合金等等。





 公司服务热线:
公司服务热线: 公司地址:辽宁省大连市金州区淮河西路1-4号
公司地址:辽宁省大连市金州区淮河西路1-4号