



为了提高大连冲压模具的强度,冲压模具制作后一道工序需要对模具表面精加工,以消除模具表面的细小裂纹,防止在受到压力机强大冲击力过程中,裂纹放大而损坏冲压模具。冲压模具表面加工方法不经加工效率快,而且加工质量好,除有内锐角的型腔和极窄而深的型腔外,其它方面都能胜任。
在国外已成为冲压模具加工的主流工艺,我国也在积极发展中。随着金属在冲压模具中变形,温度不断升高,EP油基润滑油都会变薄,有些情况下会达到闪点或者烧着(冒烟)。IRMCO高分子聚合物润滑剂一般开始喷上去时稠度低得多。随着成形过程中温度的上升,会变得更稠更坚韧。
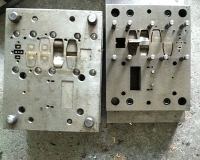
压料零件有压边圈、压料板等。压边圈可对拉延坯料加压边力,从而防止坯料在切向压力的作用下拱起而形成皱褶。压料板的作用是防止坯料移动和弹跳。顶出器、卸料板的作用是便于出件和清理废料。
它们由弹簧、橡胶和设备上的气垫推杆支撑,可上下运动,顶出件设计时应具有足够的顶出力,运动要有限位。为了提高冲压模具的强度,冲压模具制作后一道工序需要对模具表面精加工,以消除模具表面的细小裂纹,防止在受到压力机强大冲击力过程中,裂纹放大而损坏冲压模具。





 公司服务热线:
公司服务热线: 公司地址:辽宁省大连市金州区淮河西路1-4号
公司地址:辽宁省大连市金州区淮河西路1-4号