



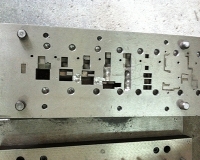
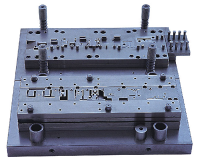
大連金型加工とパンチホルダーはパンチとパンチホルダーから構成されています。その中のいくつかは複数のモジュールを組み立てることができます。したがって、上下金型の組み合わせ、インサートとキャビティの組み合わせ、モジュールの組み立てには高い加工精度が必要です。精密金型の寸法精度は通常ミクロン級に達しています。金型加工の過程は非常に複雑で、通常は金型の準備→部品の粗加工→半精密加工→熱処理→仕上げ→型キャビティの表面処理→金型の組立→機械の調整が含まれています。
ブランチの準備段階は金型部品に対応するブランチを提供し、加工工程を制定する。もちろん、部品の精度要求と材料の種類によって加工技術を制定するべきです。しかし,その発展の進度はゾーンアンバランスのようである。プレス部品は材料の消耗が少ないことを前提にプレスで生産されます。部品は軽くて剛性が良いです。塑性変形後,金属の内部構造が改善され,プレス部品の強度が改善された。
大送り切削モードは高効率加工が可能ですが、市場需要はさらに加工効率を向上させることが必要です。この需要を満たすために,このツールは多種類の切削工具とコーティングを開発し,それらは大きな送り条件でも高い切削速度に耐えることができる。刃が大きく円角刀に供給される設計理念は、限られた刃の外径範囲において、前に設計された刃口の数に基づいて、刃口の強度を低下させないように刃口のサイズを減少させることである。
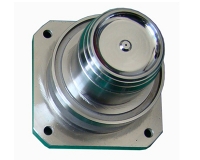
業界の優位性を高めて、プラスチックの鋳型のメーカーの革新的な設計のため、鋳型の多様性を異なった環境の中で使うことができます。専门の金型加工の高精度要求により、この制品は通常三つの部分に分けられます。それらの間の組み立てには非常に高い精度が要求されます。μmレベルです。
本製品は生産においても使用においても、私達の体と周囲の環境に対していかなる被害と汚染を与えません。そのため、このプラスチックの鋳型はいくつかの化学工業、食品と家具に用いることができます。プラスチック金型は多くの業界で使われています。プラスチック金型は製品の製造に使われています。使用時のシール性能は非常に良いです。



 会社のサービスホットライン:
会社のサービスホットライン: 住所:遼寧省大連市金州区淮河西路1-4号
住所:遼寧省大連市金州区淮河西路1-4号