



大連プレス金型の技術実力を向上させます。
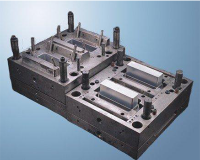
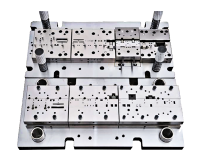
プレス金型の伝統的な製法による麺加工は、粗加工→半精加工→根清加工を採用しています。組み立てに移ったら、仕上げは普通砥石機で磨きをかけて、粗油石で修理して投げます。このようにすると往々にして二つの問題が発生する。精细化加工プロセスは伝统的な加工方法を継承した上で大きな改善があり、型面の品质が大幅に向上しています。仕上げ工の組み立てと研削時間を30%~40%減らし、品質と効率を大幅に向上させます。隙間が大きすぎると、スクラップが粗い、起伏のある破断面と狭い光帯領域が現れます。隙間が大きいほど、破壊面と光帯領域の形成角度が大きくなります。隙間が小さすぎると、スクラップは小さな角度の破断面と広い光帯領域を呈する。
プレス金型は真空で炭を吸って、冷気後に炉を出る時銀白色になるべきです。もし炉を出る時部品の光度が悪化したら、ストーブから大きな漏れが発生しました。真空焼入れ油に多くの空気が混入している。冷却ガス(例えば窒素)の純度は高くなく、酸素が多く含まれています。真空焼入れ油に多くの油が混入した。このようなプレス金型に対しては、設計時に小さい凸型をできるだけ長さを短くして強度を増加させると同時に、ガイドカバーの方法を採用して、細かい凸型を強化して保護します。また、プレス金型の設計においては、ダイの形、凸凹型の固定方法とガイド形式、圧力中心の決定及び上、下テンプレートの剛性などを十分に考慮しなければならない。




 会社のサービスホットライン:
会社のサービスホットライン: 住所:遼寧省大連市金州区淮河西路1-4号
住所:遼寧省大連市金州区淮河西路1-4号